Maybe you are in mm mode?
Regards TK
| Group: DynoMotion |
Message: 12024 |
From: Hardy Family |
Date: 7/30/2015 |
| Subject: Re: Scale factor problem with KStep |
Maybe leadscrew is 1/20" pitch?
On Jul 30, 2015 5:03 PM, "Tom Kerekes tk@... [DynoMotion]" < DynoMotion@yahoogroups.com> wrote:
Maybe you are in mm mode?
Regards TK
| Group: DynoMotion |
Message: 12025 |
From: Eon de Koker |
Date: 7/30/2015 |
| Subject: Re: Scale factor problem with KStep |
Tom The start of the G Code program has G20, setting it to inch mode. Regards Eon From: DynoMotion@yahoogroups.com [mailto:DynoMotion@yahoogroups.com]
Sent: Friday, 31 July 2015 02:03
To: DynoMotion@yahoogroups.com
Subject: Re: [DynoMotion] Scale factor problem with KStep Maybe you are in mm mode? Hi, I am using a 200 steps/rev motor. As KStep uses 16 microsteps per step, 3200 steps is then required per revolution. If I use G code and set the scale in the Trajectory screen to 3200 counts per inch, then G91 G0 X1 should move an inch and therefore one full revolution. But this is not what is happening. I get about 20x less and G0 X20 goes a full revolution. What could be wrong? |
|
| Group: DynoMotion |
Message: 12026 |
From: Eon de Koker |
Date: 7/30/2015 |
| Subject: Re: Scale factor problem with KStep |
Hi Tom No screw connected yet. Using G20 in the G code (inch units). I just want to set the scale so a G0 X1 moves the motor 1 revolution. If I set the counts/inch to 80,000 this works but I am trying to determine how this relates to the 200 steps of the motor to turn 1 revolution. Regards Eon From: DynoMotion@yahoogroups.com [mailto:DynoMotion@yahoogroups.com]
Sent: Friday, 31 July 2015 06:08
To: DynoMotion@yahoogroups.com
Subject: Re: [DynoMotion] Scale factor problem with KStep Maybe leadscrew is 1/20" pitch? On Jul 30, 2015 5:03 PM, "Tom Kerekes tk@... [DynoMotion]" <DynoMotion@yahoogroups.com> wrote: Maybe you are in mm mode? Hi, I am using a 200 steps/rev motor. As KStep uses 16 microsteps per step, 3200 steps is then required per revolution. If I use G code and set the scale in the Trajectory screen to 3200 counts per inch, then G91 G0 X1 should move an inch and therefore one full revolution. But this is not what is happening. I get about 20x less and G0 X20 goes a full revolution. What could be wrong? |
|
| Group: DynoMotion |
Message: 12030 |
From: Tom Kerekes |
Date: 7/31/2015 |
| Subject: Re: Scale factor problem with KStep |
Hi Eon,
Using KStep and moving 3200 steps should move the motor one rev. Does this happen on the Step Response Screen or with a Console Screen MoveRel Command?
The KFLOP OutputGain parameter will scale the output steps. Is it set to 1 or -1?
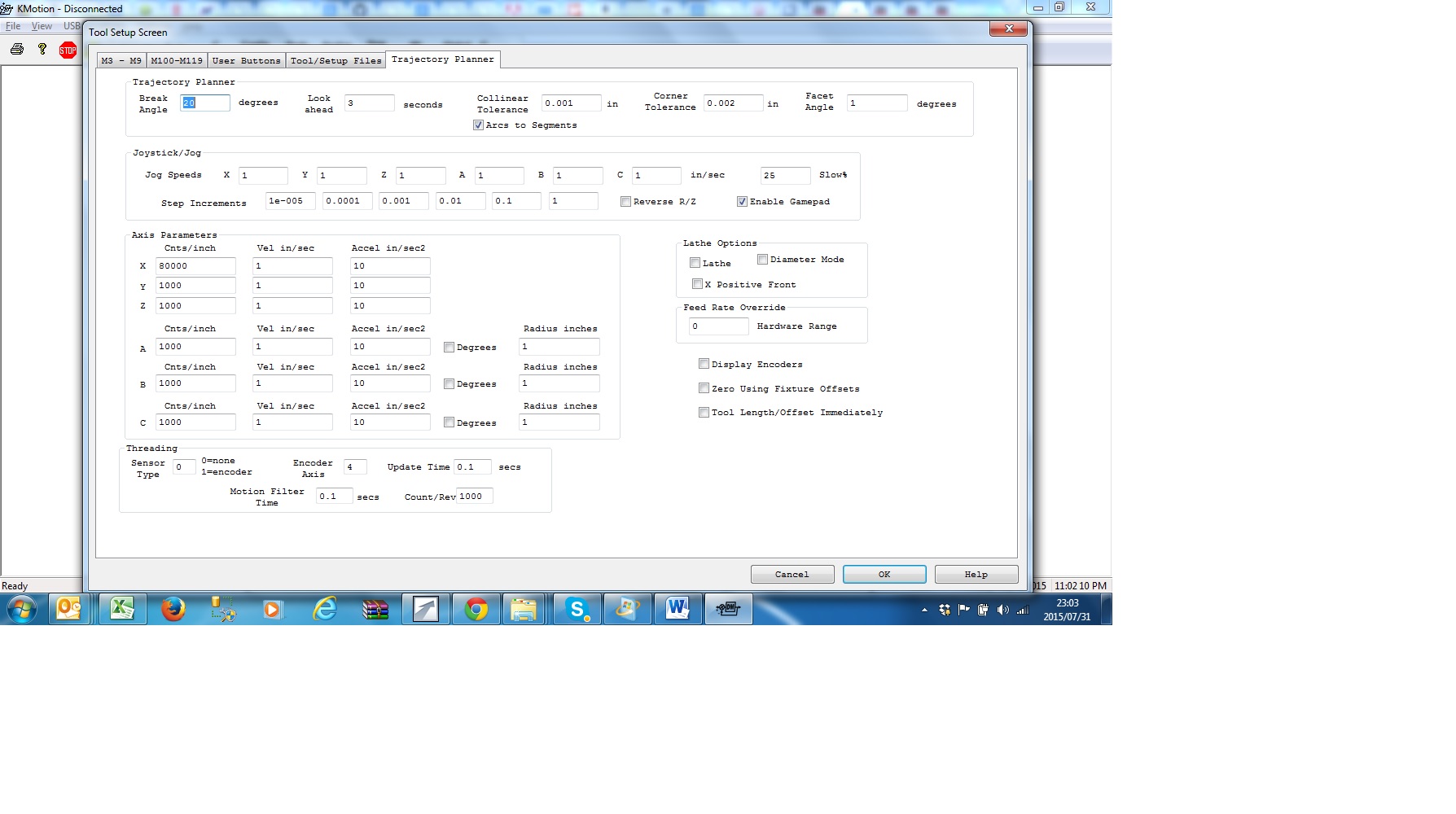
Maybe post your Init C file, a screen shot of your KMotionCNC Tool Setup Trajectory Planner Settings, and the GCode and we can look for something odd.
Regards TK
| Group: DynoMotion |
Message: 12034 |
From: peterpan1e6 |
Date: 7/31/2015 |
| Subject: Re: Scale factor problem with KStep |
Thanks Tom
When moving the motor in the Step Response screen it works fine. 3200 steps for 1 rev. But the problem lies when using the G-code.
I use the initialisation file attached. This file is run using the Init button. The Trajectory screen is attached. G-Code below: G90 G21 M98 P1 L5 M2
O1 G1 X1 F200 G4 P1 G0 X0 M99
I have changed the InverseDistancePerCycle from 1 to 200 but this does not seem to make any difference. With the current setting of 80,000 counts per inch, the motor turns 1 rev for a G command to move 1 inch.
Regards
Eon
|
|
|
@@attachment@@
|
| Group: DynoMotion |
Message: 12035 |
From: TK |
Date: 7/31/2015 |
| Subject: Re: Scale factor problem with KStep [2 Attachments] |
Hi Eon,
Looks like you have G21 selecting mm mode.
Change to G20.
Regards
TK
Thanks Tom
When moving the motor in the Step Response screen it works fine. 3200 steps for 1 rev. But the problem lies when using the G-code.
I use the initialisation file attached. This file is run using the Init button. The Trajectory screen is attached. G-Code below: G90 G21 M98 P1 L5 M2
O1 G1 X1 F200 G4 P1 G0 X0 M99
I have changed the InverseDistancePerCycle from 1 to 200 but this does not seem to make any difference. With the current setting of 80,000 counts per inch, the motor turns 1 rev for a G command to move 1 inch.
Regards
Eon
|
|
| Group: DynoMotion |
Message: 12041 |
From: Eon de Koker |
Date: 8/1/2015 |
| Subject: Re: Scale factor problem with KStep |
Oops! Thanks Tom From: DynoMotion@yahoogroups.com [mailto:DynoMotion@yahoogroups.com]
Sent: Saturday, 01 August 2015 00:20
To: DynoMotion@yahoogroups.com
Subject: Re: [DynoMotion] Scale factor problem with KStep Looks like you have G21 selecting mm mode. Thanks Tom When moving the motor in the Step Response screen it works fine. 3200 steps for 1 rev. But the problem lies when using the G-code. I use the initialisation file attached. This file is run using the Init button. The Trajectory screen is attached. G-Code below: I have changed the InverseDistancePerCycle from 1 to 200 but this does not seem to make any difference. With the current setting of 80,000 counts per inch, the motor turns 1 rev for a G command to move 1 inch.
|
|
| | | | | |
{kind=link}